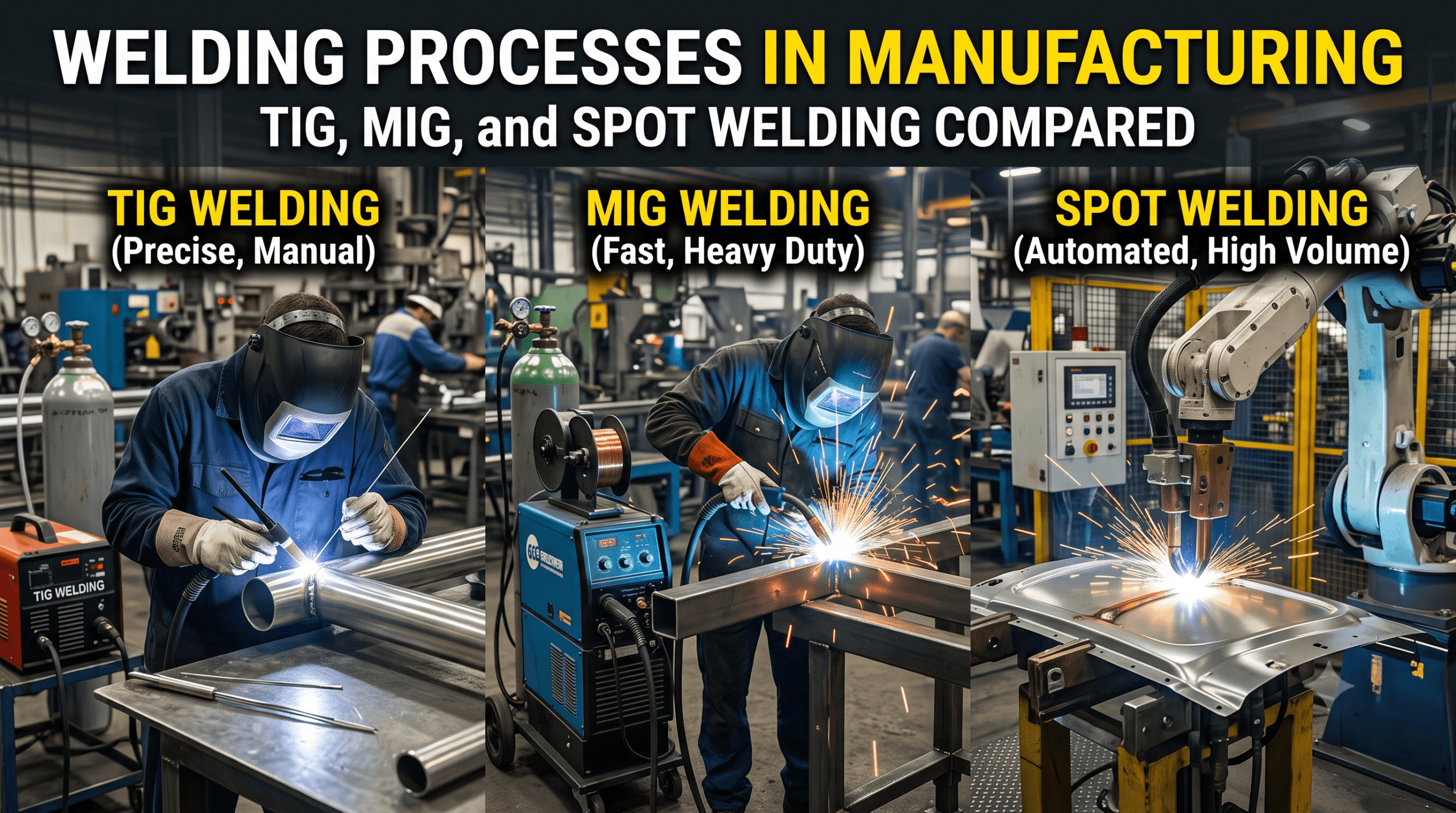
Manufacturers rely on different welding processes depending on the material, production volume, quality requirements, and cost targets. Among the most widely used methods are Tungsten Inert Gas (TIG) welding, Metal Inert Gas (MIG) welding, and spot welding.
Each process offers unique advantages. TIG welding delivers exceptional precision, MIG welding provides speed and versatility, and spot welding excels in high-volume production. Choosing the right method can improve product quality, reduce manufacturing costs, and increase production efficiency.
This guide explains how each welding process works, where it performs best, and how manufacturers decide which one to use.
What Is TIG Welding?
TIG welding, also known as Gas Tungsten Arc Welding (GTAW), uses a non-consumable tungsten electrode to create an electric arc that melts the base metal. A shielding gas, usually argon, protects the weld from contamination. Filler material can be added manually when needed.
Because the process gives the operator excellent control over heat input and weld quality, TIG welding is commonly used for applications that require clean, accurate welds.
Advantages of TIG Welding
- Produces high-quality, clean welds
- Excellent control over heat and penetration
- Minimal spatter
- Suitable for thin materials
- Works with stainless steel, aluminum, magnesium, titanium, and copper alloys
Limitations
- Slower than other welding methods
- Requires highly skilled operators
- Higher labor costs
- Less suitable for high-volume production
Common Manufacturing Applications
- Aerospace components
- Medical equipment
- Food processing machinery
- Automotive exhaust systems
- Precision fabrication
What Is MIG Welding?
MIG welding, or Gas Metal Arc Welding (GMAW), uses a continuously fed wire electrode that serves as both the electrode and filler material. Shielding gas protects the molten weld pool during the process.
Because the wire is fed automatically, MIG welding is significantly faster than TIG welding and is widely used in production environments.
Advantages of MIG Welding
- High welding speed
- Easy to learn and operate
- Suitable for automation
- High deposition rates
- Lower production costs
Limitations
- Produces more spatter than TIG welding
- Less precise on very thin materials
- Requires a clean work surface for best results
- Outdoor use can be difficult because wind affects the shielding gas
Common Manufacturing Applications
- Structural steel fabrication
- Automotive manufacturing
- Industrial machinery
- Agricultural equipment
- General metal fabrication
What Is Spot Welding?
Spot welding is a resistance welding process that joins overlapping metal sheets by applying pressure and electrical current through copper electrodes. The electrical resistance generates heat that fuses the metals together.
Unlike TIG and MIG welding, spot welding does not require filler metal or shielding gas.
Spot welding is one of the fastest welding methods available, making it ideal for mass production.
Advantages of Spot Welding
- Extremely fast production speed
- Easy to automate
- Consistent weld quality
- Low operating costs
- No filler materials required
Limitations
- Limited to overlapping sheet metal
- Best suited for thin materials
- Weld locations are restricted by electrode access
- Less suitable for thick metal sections
Common Manufacturing Applications
- Automotive body panels
- Home appliances
- Metal cabinets
- Battery manufacturing
- Consumer electronics
TIG vs MIG vs Spot Welding
| Feature | TIG Welding | MIG Welding | Spot Welding |
|---|---|---|---|
| Precision | Excellent | Good | Moderate |
| Production Speed | Slow | Fast | Very Fast |
| Automation | Limited | Excellent | Excellent |
| Operator Skill | High | Moderate | Low to Moderate |
| Material Thickness | Thin to Medium | Thin to Thick | Thin Sheet Metal |
| Filler Material | Optional | Required | Not Required |
| Shielding Gas | Required | Required | Not Required |
| Production Cost | High | Moderate | Low for High Volumes |
| Best For | Precision Work | General Manufacturing | Mass Production |
Choosing the Right Welding Process
The best welding method depends on the manufacturing requirements.
Choose TIG welding when weld appearance, precision, and material quality are the highest priorities. It is ideal for industries where defects are unacceptable, such as aerospace and medical manufacturing.
Choose MIG welding when balancing productivity, cost, and weld quality. It is suitable for most fabrication shops and medium to high-volume manufacturing operations.
Choose spot welding when producing large quantities of sheet metal assemblies. Its speed and automation capabilities make it the preferred choice for automotive and appliance manufacturing.
Factors to Consider Before Selecting a Welding Process
Several factors influence the choice of welding method:
Material Type
Different metals respond differently to welding. Aluminum and stainless steel often benefit from TIG welding, while carbon steel is commonly welded using MIG.
Production Volume
Low-volume, high-precision work typically favors TIG welding. High-volume production usually benefits from MIG or spot welding.
Part Design
Complex geometries may require TIG welding, while flat sheet metal components are ideal for spot welding.
Automation Requirements
Manufacturers investing in robotic production lines often choose MIG or spot welding because both integrate easily with automated systems.
Budget
Labor costs, equipment investment, production speed, and maintenance all affect the total cost of ownership. Selecting the right welding process helps optimize both productivity and profitability.
Future Trends in Manufacturing Welding
Modern manufacturing is increasingly adopting robotic welding, AI-assisted quality inspection, and real-time process monitoring. Automated MIG and spot welding systems are becoming more common in high-volume factories, while advanced TIG systems continue to improve precision for specialized industries.
Manufacturers are also focusing on energy efficiency, digital production monitoring, and predictive maintenance to improve productivity and reduce operational costs.
Conclusion
TIG, MIG, and spot welding each serve a distinct purpose in modern manufacturing. TIG welding offers unmatched precision for demanding applications. MIG welding provides an excellent balance of speed, quality, and versatility for general fabrication. Spot welding delivers exceptional efficiency for high-volume sheet metal production.
Understanding the strengths and limitations of each process allows manufacturers to select the most effective welding method for their materials, production goals, and quality standards. The right choice improves product reliability, lowers production costs, and supports long-term manufacturing efficiency.
Frequently Asked Questions
Q. Which welding process is strongest?
TIG welding often produces the highest-quality welds because of its precise heat control and clean weld pool. However, the strongest process depends on the material, joint design, and proper welding technique.
Q. Why is MIG welding more common in manufacturing?
MIG welding offers a combination of speed, ease of use, and compatibility with automation, making it well suited for large-scale production.
Q. Is spot welding only used for cars?
No. While automotive manufacturing is a major user, spot welding is also widely used to produce appliances, battery packs, office furniture, metal enclosures, and consumer electronics.
Q. Can aluminum be spot welded?
Yes, but aluminum spot welding requires specialized equipment and higher electrical current than steel because aluminum has greater electrical and thermal conductivity.