Every PCB carries a fundamental design decision: should your components be surface-mounted, inserted through holes, or a mix of both? The answer shapes your board’s size, cost, reliability, and the EMS capabilities you need to produce it. This guide gives you a rigorous comparison and a clear decision framework.
The Two Fundamental PCB Assembly Methods
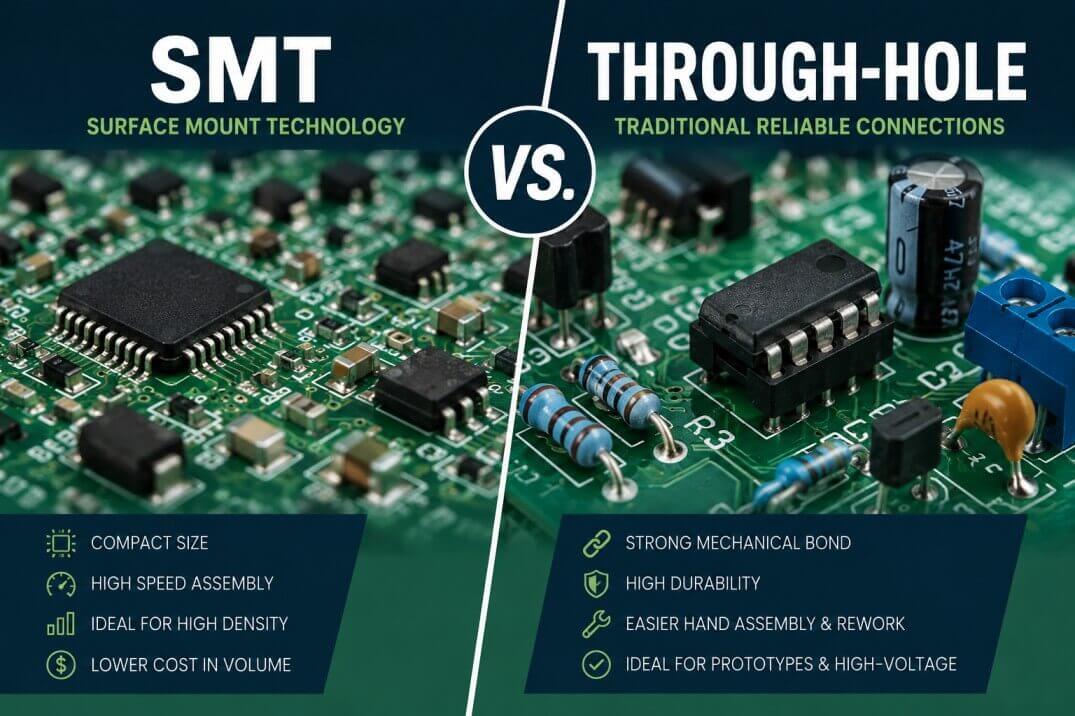
Surface Mount Technology (SMT): How It Works
In SMT, components are placed directly on the surface of the PCB on pre-tinned pads. Solder paste is printed onto the pads, components are placed by automated pick-and-place machines, and the entire board is passed through a reflow oven where the solder paste melts and solidifies to form permanent joints.
SMT components do not penetrate the board. They sit on it.
Through-Hole Technology (THT): How It Works
In THT, components have wire leads that are inserted through drilled holes in the PCB and soldered on the underside – either by wave soldering (for volume) or by hand (for low-volume or complex assemblies). The mechanical engagement of lead-through-hole provides a significantly stronger joint than the surface-to-pad contact of SMT.
The Historical Shift from THT to SMT
Through-hole technology dominated PCB assembly from the 1950s through the 1980s. Surface mount technology emerged in the 1970s and became the dominant method for commercial electronics by the 1990s, driven by the demand for miniaturisation and automation. Today, SMT accounts for the overwhelming majority of commercial electronics assembly volume – but through-hole has never gone away, and for good reason.
Head-to-Head Comparison Across 7 Dimensions
Cost and Throughput
SMT wins comprehensively on cost and speed at volume. Automated pick-and-place machines place 20,000–50,000 components per hour. Wave soldering processes an entire board’s through-hole joints in seconds. But the tooling requirement – solder stencil, pick-and-place programming, reflow profile development – means SMT’s cost advantage is most pronounced at mid-to-high volumes.
Through-hole assembly is more labour-intensive: insertion is typically manual, and hand soldering adds time. At low volumes, the labour cost delta is manageable; at high volumes, it becomes a significant cost driver.
SMT advantage at volume. THT competitive at very low volume with simple designs.
Board Size and Component Density
SMT components are dramatically smaller than their through-hole equivalents. A surface-mount 0402 resistor (1mm × 0.5mm) delivers the same electrical function as a through-hole resistor that is 20× larger. SMT boards can be two to four times denser than equivalent through-hole boards – enabling the miniaturised products that define modern consumer electronics.
SMT: clear winner for size and density.
Mechanical Strength and Vibration Resistance
Through-hole joints are mechanically superior. The lead passes through the board and is soldered to a pad on the opposite side – creating a joint that is anchored in three dimensions. Through-hole joints can withstand forces up to 10× greater than equivalent SMT joints.
In applications subject to mechanical shock, vibration, thermal cycling, or physical stress – connectors, power inductors, military electronics, automotive underbonnet – through-hole provides reliability that SMT cannot match.
THT: clear winner for mechanical strength.
Design Flexibility and Complexity
SMT enables designs that are simply impossible with through-hole: fine-pitch ICs with 0.4mm lead spacing, BGA packages with hundreds of solder balls under the package, micro-connectors. Modern electronic products cannot be designed without SMT.
Through-hole has geometrical constraints: you need a drilled hole for every lead, which limits board routing flexibility and increases board thickness requirements.
SMT: clear winner for design flexibility.
Prototyping Speed
Through-hole components can be inserted and soldered by hand without stencils or programming. This makes through-hole faster for one-off prototypes and proof-of-concept builds where no tooling exists.
SMT prototypes require stencil fabrication (fast – 24–48 hours) and pick-and-place programming, but can also be manually placed for very small quantities.
THT: marginal advantage for hand-build prototypes. Neutral for tooled prototyping.
Repairability and Rework
Through-hole components can be desoldered and replaced with basic soldering equipment. SMT rework requires hot-air rework stations, vacuum pickup tools, and operator skill – particularly for BGA and other hidden-joint packages.
THT: advantage for field repair and rework. SMT requires specialised tools.
High-Frequency and RF Performance
SMT components have shorter lead lengths than through-hole equivalents – which means lower parasitic inductance and capacitance. At frequencies above ~100MHz, this becomes increasingly significant: through-hole leads act as antennas and degrade signal integrity. RF designs, high-speed digital circuits, and microwave applications almost always specify SMT or embedded components.
SMT: clear winner for high-frequency performance.
Industries and Applications: When Each Technology Dominates
SMT: Consumer Electronics, IoT, Wearables, Automotive
Smartphones, tablets, laptops, smartwatches, earbuds, IoT sensors, automotive ECUs – every one of these is built with SMT as the primary technology. The combination of miniaturisation, throughput, and high-frequency performance that SMT enables is non-negotiable for these applications.
Through-Hole: Aerospace, Military, Power Supplies, Connectors
Mains connectors, high-voltage capacitors, power inductors, terminal blocks, and any component that will experience mechanical stress or vibration uses through-hole. In aerospace and military applications, connector integrity under shock and vibration is a life-safety issue – through-hole is specified by standards. Power supply designs use through-hole for heat-generating components where the board provides a mechanical anchor and thermal mass.
Mixed Technology Boards: Getting the Best of Both
Most real-world PCBs use both technologies. A consumer product might use SMT for all ICs, passives, and RF components while using through-hole for its USB connector, its large electrolytic capacitors, and its mechanical mounting points.
Design Considerations for Mixed Assemblies
Mixed technology adds design complexity: the solder process sequence matters. Typically:
- SMT bottom side → reflow
- SMT top side → reflow
- Through-hole insertion → wave or selective soldering
Components that cannot survive wave soldering (many SMT components on the bottom side) must be masked or hand-soldered. This adds process steps and cost.
Manufacturing Sequence for Mixed Boards
Mixed assembly requires coordination between SMT lines, through-hole insertion, and soldering operations – including managing thermal sensitivity across the same board. An EMS provider with mixed-technology capability handles this sequencing as standard; inexperienced assemblers will struggle.
Cost Premium of Mixed Technology
Mixed technology adds approximately 15–25% to assembly cost versus pure SMT, due to the additional process steps, masking, and through-hole labour. For most designs, this premium is warranted by the functional requirements.
The Decision Framework: 5 Questions to Determine Your Choice
- Is miniaturisation critical? If yes → SMT required.
- Will the product experience mechanical shock or vibration? If yes → specify through-hole for mechanically critical components.
- Does your design include RF or high-frequency circuitry? If yes → SMT required for RF components.
- Will the product be field-repaired? If yes → consider through-hole for connectors and serviceable components.
- What is your production volume? High volume → SMT economics dominate. Very low volume, simple design → through-hole hand assembly may be sufficient.
For most commercial electronics products, the answer is mixed technology – SMT for electronics functions, through-hole for mechanical interfaces.
Choosing an EMS Partner for Your Technology Type
SMT Line Capabilities to Look For
- Component placement range (minimum size: can they handle 0201 or 01005?)
- Placement accuracy (±0.05mm is standard; ±0.025mm for fine-pitch)
- X-ray inspection capability (essential for BGA)
- Reflow oven profile control (critical for lead-free and thermal-sensitive components)
Through-Hole and Hand-Soldering Expertise
- IPC-A-610 certified operators for hand soldering
- Wave soldering with selective masking capability
- Selective soldering machines for complex mixed boards
Mixed Technology Assembly Competency
Ask specifically for mixed-technology reference boards – proof that the EMS provider has managed the SMT/THT sequence on comparable assemblies. This is not universal capability.
India EMS: Cost Implications by Assembly Type
SMT Cost per PCB in India vs. China
India’s labour cost advantage is most visible in labour-intensive SMT operations – specifically in:
- High-mix, low-volume boards where set-up and changeover dominate
- Through-hole and hand-assembly content within mixed boards
- Inspection and test operations
For high-volume, fully automated SMT, the labour cost delta narrows – but India’s PLI incentives and lower overhead costs maintain a meaningful advantage.
Labour-Intensive Through-Hole: Where India Has an Edge
Through-hole insertion, selective soldering, and final assembly operations that rely on skilled manual labour are where India’s labour cost advantage is most pronounced relative to China. For products with significant through-hole content – industrial controls, power electronics, defence systems – India EMS providers offer a compelling total cost advantage.
Key Takeaways
- SMT dominates for miniaturisation, throughput, cost at volume, and high-frequency performance
- Through-hole dominates for mechanical strength, repairability, and high-power components
- Most commercial electronics use mixed technology – SMT for electronics functions, through-hole for mechanical interfaces
- The 5-question framework guides technology selection: miniaturisation, vibration, RF, repairability, and volume
- India EMS providers are particularly competitive for mixed-technology and through-hole-heavy assemblies where labour intensity is high
FAQ
Can I use both SMT and through-hole on the same PCB?
Yes – this is called mixed technology assembly and is the norm for most commercial electronics. Your EMS provider manages the two-stage assembly process.
Which technology is better for aerospace and defence?
Both are used. SMT is used for electronics density and performance. Through-hole is specified for mechanical interfaces and safety-critical connections. AS9100-certified EMS providers are qualified for both.
Does SMT cost less than through-hole?
At volume, yes – automated SMT is faster and less labour-intensive than through-hole insertion. At very low volumes with simple designs, through-hole hand assembly can be comparable. Mixed technology is typically 15–25% more expensive than pure SMT.